
 Guns, Politics, Gunsmithing & Reloading Gunsmithing
Guns, Politics, Gunsmithing & Reloading Gunsmithing Go | New | Find | Notify | Tools | Reply |
| Mauser Bolt Welding. | Login/Join |
| One of Us |
Thought I'd show how I go about doing a full penetration weld on a bolt handle. First I form a curve on the stub , it's way easier to do it first up. Make the cut leaving enough material so after shaping the face ends up flush with the side of the receiver.  I have a hydraulic tube clamp which I utilise to keep everything square to the sander.    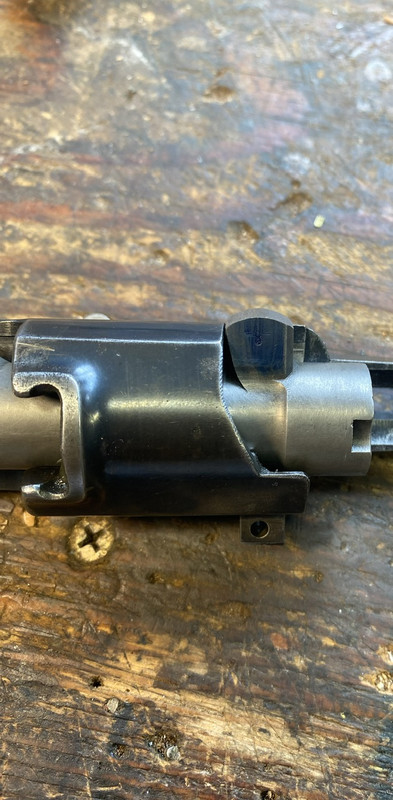 Next you will need a jig to hold everything accurately and a copper heat sink.  I prep the handle with about a 30 degree angle and I also remove material from the back of the shaft. This helps to give plenty of scope clearance without having to scallop out the front face.  Set it up in the jig.    Put three or so tacks in from the front to form a root pass. The welder is set on 90 amps and I pulse each bead in with the foot pedal, no more than 4 so as to keep heat input to a minimum.   Next I make a 1 pass from the back, pulsing each bead, backing off then laying another. Important tip - keep the handle vertical. Heat loves to travel up! This handle will be welded with virtually no heat transfer to the bolt body or camming surface.  Then I build up the front enough to allow a nice curve to be filed in to the transition.  I then fill the back in, pulsing small amounts at a time so as to control the heat and to avoid overheating the steel which can lead to the dreaded pits. Take your time, add some metal then leave it to cool slightly then go again, no more than 4 pulses at a time. Again remember to keep the handle vertical, most of the heat will travel up and away from the bolt body.  Next build up the sides and you're done.   Now file the sides flat.   Now comes the artistic part, I use chainsaw files mainly. They are cheap but very good quality, Husky, Stihl, Vallorbe etc.   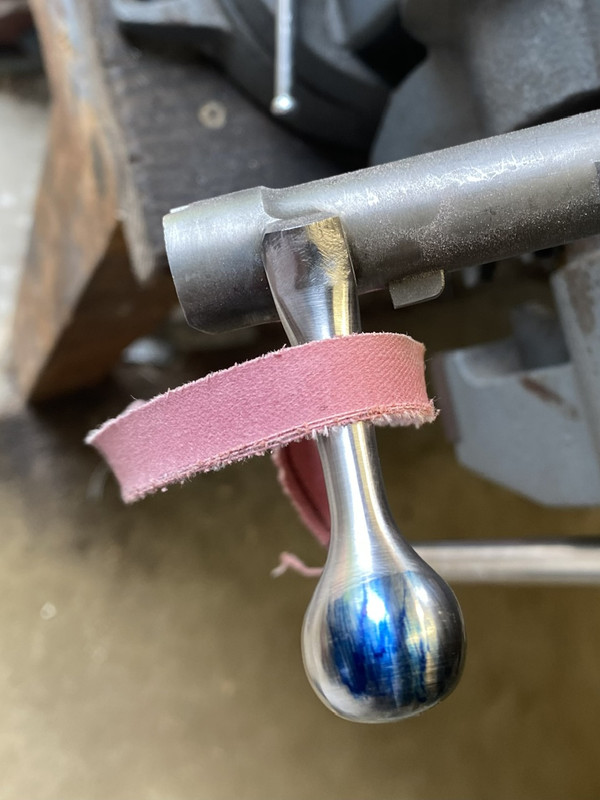     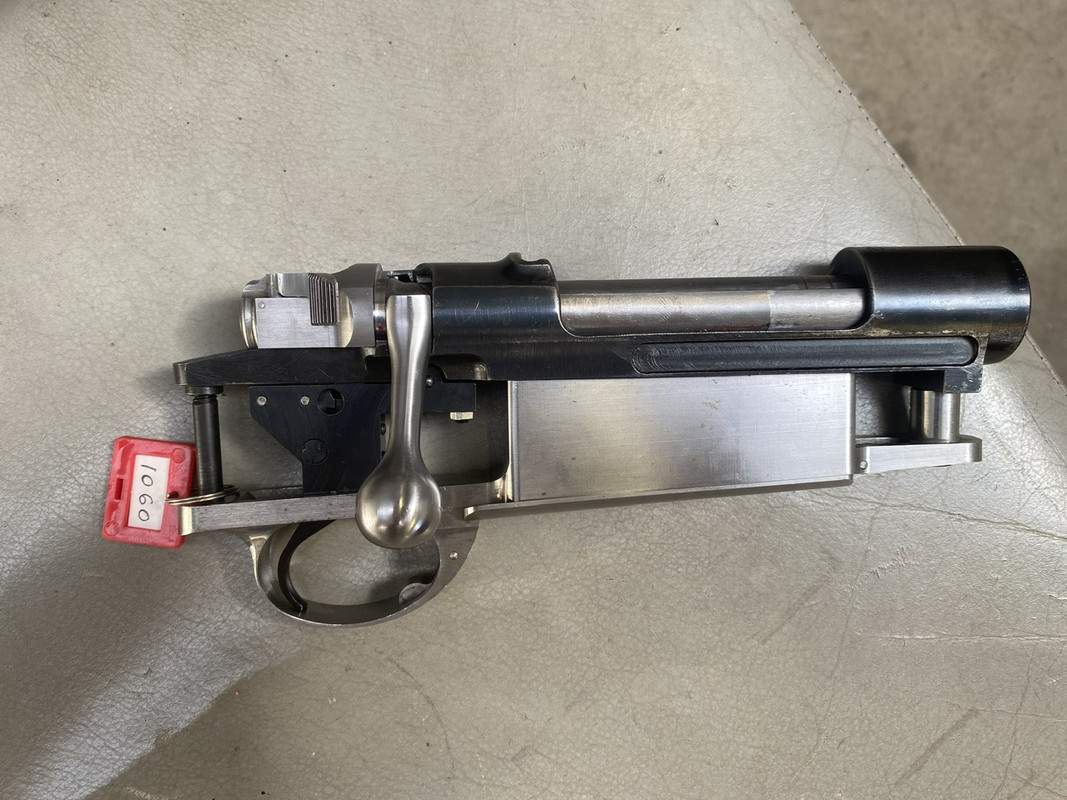 | ||
|
| one of us |
Thanks for the pictures. Looks very nice. | |||
|
| One of Us |
Excellent tutorial, thanks! "Peace is that brief glorious moment in history when everybody stands around reloading". | |||
|
| one of us |
Good looking handle! Thank you! NRA Endowment Member US Army Veteran CWP Holder Gunsmith | |||
|
One of Us |
Are you using a Tig welder? DRSS(We Band of Bubba's Div.) N.R.A (Life) T.S.R.A (Life) D.S.C. | |||
|
| one of us |
Nice work!!  | |||
|
| One of Us |
cool, thanks | |||
|
| One of Us |
Yes. | |||
|
| One of Us |
Very nice, thanks for posting. | |||
|
| One of Us |
Nice. I don't file them; I use a belt sander. | |||
|
| One of Us |
Very nice!! | |||
|
| One of Us |
Umm good stuff. Showed up at the right time as I have a few handles to weld and need to improve my technique. Have a TIG setup and a jig. Like DPCD, I use a belt sander. Plus, a ton of files, including chainsaw type for the fillets. Whose handle is than, or did you turn it? I like the straight drop instead of the Curvey types most guys use. Looks really good. | |||
|
| One of Us |
Masterful work metal, the result is absolutely on point and no corners cut. I really need to up my handle game… Do you ever use a blow gun to cool between passes? | |||
|
| One of Us |
Sure do, just around the cocking cam. | |||
|
| One of Us |
Yes my father turned up a heap of them. | |||
|
| One of Us |
I admit to being illiterate when it comes to welding, but with all due respect I think they look better when the are left round until they just kiss that bolt stub.  KJK | |||
|
| One of Us |
No one ever sees the underside so it can be any shape the installer wants to use. | |||
|
| One of Us |
I would change that word "installer" to "customer". KJK | |||
|
| One of Us |
I find the customer to often, if not usually, wrong and I do it however I think the best way is. The customer does not tell me how to weld a bolt handle on. I do make them round underneath though. | |||
|
| One of Us |
Incorporate a 360 brass Purge Device w/ 10cfh purge instead of the steel bolt body fixture stud to dissipate heat & keep atmosphere at bay. Your "Pulse" technique appears to be multiple tac welds. Run the pass w/a few drops of filler... Get on it Get off it First tac welds should be from the underside to allow any/easy carbon removal from the top side to eliminate porosity. If/when using copper coated filler rod,remove the copper w/ a piece of emory cloth for better color match of the parent material. | |||
|
| One of Us |
Nice job! DRSS | |||
|
| one of us |
As a comparison look at the shit mauser bolt handle welding on X40 boys page | |||
|
| One of Us |
As a comparison look at the shit mauser bolt handle welding on X40 boys page Dumb Fuck, I don't weld Black Smith produced Mauser...JUNK...for multiple reasons. | |||
|
| One of Us |
Seems a nerve was hit but I can't figure out whose it was..... What is a blacksmith produced Mauser? I want to see one. | |||
|
| One of Us |
Very nice work Metal! If I may ask, what happens to the action or other components should things go south? | |||
|
| One of Us |
Do you mean if the bolt gets ruined? Never happens. Cheers. | |||
|
| One of Us |
I am ready. Have a bunch of scrap steel laying behind the shop including some giant rebar. Time to start pounding iron! 3 anvils in the shop and a fourth out back by the forge. Cannot get much better than this! | |||
|
| One of Us |
Dumb Fuck, I don't weld Black Smith produced Mauser...JUNK...for multiple reasons.[/QUOTE] Is this one?????? | |||
|
| One of Us |
Enjoyed this post! Round or square bottom? I like square since I have the imagination this acts as a secondary safety lug...Make sense? And.the cocking cam....I'm guessing I'm from the old school...I just weld with no concern, then reharden the cam. Good...bad? | |||
|
| Moderator |
i am fairly certain most of us barrel plumbers and tock whittlers do some blacksmithing, too ... opinions vary band of bubbas and STC hunting Club Information on Ammoguide about the416AR, 458AR, 470AR, 500AR What is an AR round? Case Drawings 416-458-470AR and 500AR. 476AR, http://www.weaponsmith.com | |||
|
| One of Us |
[QUOTE]Originally posted by Duane Wiebe (CG&R): Enjoyed this post! Round or square bottom? I like square since I have the imagination this acts as a secondary safety lug...Make sense? And.the cocking cam....I'm guessing I'm from the old school...I just weld with no concern, then reharden the cam. Good...bad?[/QUOTE I do like the way you do your bolts Duane, my handles are all round turned so I have to work with what I’ve got. No harm in re-hardening the cam, I just try to avoid that extra step. | |||
|
| One of Us |
Very nicely done. For sure not the only way but the results speak for themselves! Great job! | |||
|
| Powered by Social Strata |
| Please Wait. Your request is being processed... |

Visit our on-line store for AR Memorabilia