
 Guns, Politics, Gunsmithing & Reloading Gunsmithing
Guns, Politics, Gunsmithing & Reloading Gunsmithing Go | New | Find | Notify | Tools | Reply |
| Milling flats on my barrel? | Login/Join |
| One of Us |
Suggestions please: I have a 22 inch, .500 cal, single shot barrel that is 1.20" straight diameter from the breach to the muzzle. It is too heavy for me. I would like to remove some weight from it by milling 2 vertical flats 12 inches long from the muzzle back, on opposite sides of the barrel. My company has a Haas CNC mill. ( no lathe.) Our machinists wonders if there is a risk of warping the barrel if we take about .125 off of each side. The barrel wall is about .364. of course. Please offer any suggestions. He is a good machinists but he has never done something like this barrel. Thanks for you suggestions, brian IHMSA BC Provincial Champion and Perfect 40 Score, Unlimited Category, AAA Class. | ||
|
| One of Us |
Whatever I did to make it lighter, I would cut equal amounts of material off all around. If you have a CNC mill, you can make it octagon. I wold not make it just on two sides. Or make it three sided. Not two. | |||
|
| One of Us |
dpcd, Thanks for the advice! Three sided or octagon would look great. How deep can we mill off at each setting in the blocks? Say we did it three sided, can we mill down to final depth before we rotate it to next position, or should we just mill a little/partial depth at a time. What do you think would be the least risk of having the barrel warp? I bet that octagon is the best/safest and would look classy. Thanks, again. I really appreciate it. Brian IHMSA BC Provincial Champion and Perfect 40 Score, Unlimited Category, AAA Class. | |||
|
| One of Us |
Don't mill all at once; sneak up on it, .030-50 at a time. Then it won't warp. If you try to hog off 1/4 inch at a time it will. The triangle shape was used on the Remington I forgot the model. Looks cool. Octagon will be best. | |||
|
| One of Us |
dpcd, Thank you my friend! Yes, I remember the Remington triangle shape. looks real cool, but I will go octantal like you suggest. ".030-50 at a time." Excellent. One last question, Can I then complete full depth on one flat, .030 at a cut, before I go on to the next flat? Thank you again! Brian IHMSA BC Provincial Champion and Perfect 40 Score, Unlimited Category, AAA Class. | |||
|
| one of us |
Honestly, I would simply mill the barrel octagonal. I'm assuming the machine is a 4-axis. it is best to have a support, in the middle of the length, opposite the cutter. I like to mill flat no. 1&5, then 3&7, then 2&6, and, finally, 4&8. In other words, mill on opposing sides. Regards, Bill | |||
|
| One of Us |
Bill is right on with the opposite sides idea...but a CNC is not needed, A Bridgeport has been used forever along with a an indexing head or a vertical rotary table. I use a boring head as the tail stock to set the taper. Make the tail stock able to rotate and you can set the taper in any direction | |||
|
| One of Us |
Bill, thanks for the good advice. That is what I will do. Brian IHMSA BC Provincial Champion and Perfect 40 Score, Unlimited Category, AAA Class. | |||
|
| One of Us |
Duane, All we have is a CNC mill. Thanks Brian IHMSA BC Provincial Champion and Perfect 40 Score, Unlimited Category, AAA Class. | |||
|
| One of Us |
Bill and Duane covered it all. Light cuts are best. I have a jig to do this kind of work, it has a center that can be offset for the taper, and a rotary indexer and a collet holder to hold and index the barrel. It also has about 6 or 8 spring loaded supports that can be used to support the barrel along the length opposite the milling surface. In practice, you put the barrel in the collet, and to the center, offset it the amount of taper you want, and then release the spring loaded plungers to contact the barrel, and again lock them in place. make the cut using the side of an end mill, and a light cut and repeat until you get the depth needed. Then, index as Bill said, reset the supports, and make the opposite cut. Repeat until done. I can also use the jig with an end mill cut on top, but it's easier to adjust the plungers on the side rather than the bottom. By supporting from the bottom, can use a horizontal mill instead, and block up the jig to get the taper instead of offsetting the center. Arguably, a horizontal mill makes a better cut. I've seen all kinds of ways. End mills center cutting, end mills side cutting, fly cutter, horizontal mill. Important thing is to support and balance the cuts from side to side, as Bill and Duane said. On a CNC, of course you can just program the taper in. | |||
|
| One of Us |
ssdave, Thanks for the help. Light cuts. Brian IHMSA BC Provincial Champion and Perfect 40 Score, Unlimited Category, AAA Class. | |||
|
| One of Us |
John Taylor (Washington State)does it this way. Note the supports to prevent flexing of the barrel. Milling flats  Flueting  Using a horizontal mill is the best way to do this. | |||
|
| One of Us |
WoodHunter, Thanks for the great photos, Brian IHMSA BC Provincial Champion and Perfect 40 Score, Unlimited Category, AAA Class. | |||
|
| Moderator |
my only advice is to make light cuts and rotate often - opinions vary band of bubbas and STC hunting Club Words aren't Murder - Political assassination is MURDER Information on Ammoguide about the416AR, 458AR, 470AR, 500AR What is an AR round? Case Drawings 416-458-470AR and 500AR. 476AR, http://www.weaponsmith.com | |||
|
| One of Us |
Jeff, Thanks. That is interesting. We don't wait until we complete one flat before turning. Make a few shallow cuts then rotate. Repeat often. That sounds the safest. The barrel has a custom chamber and I don't want to screw it up. Thanks again and that to everyone for their help. Brian IHMSA BC Provincial Champion and Perfect 40 Score, Unlimited Category, AAA Class. | |||
|
| One of Us |
The same post on another site that Woodhunter's photos's of John's set up are from has a picture of my octagon barrel jig. There's also a lot of discussion about how to cut an octagon barrel. Here's the address: ASSRA Oct Barrel Machining I'll try to post the pictue here: 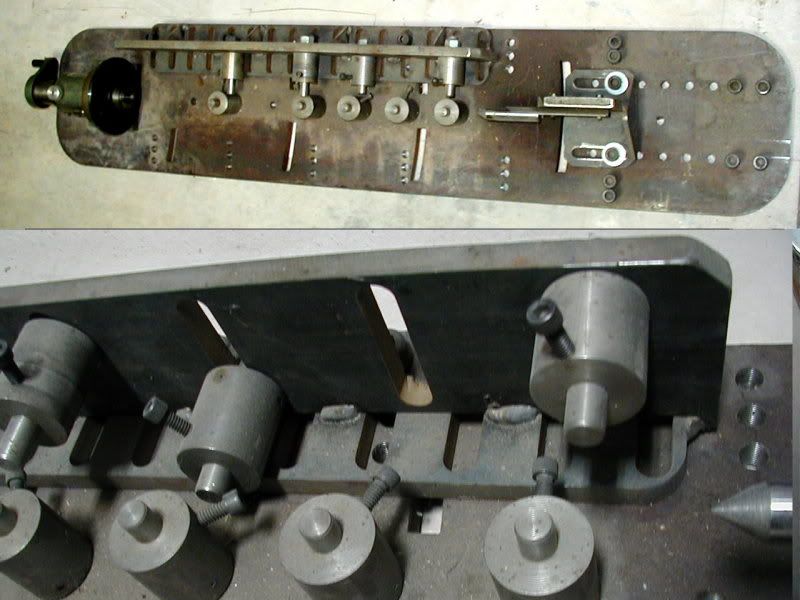 | |||
|
| One of Us |
ssdave, Cool!! Thanks, I will check the site out, Brian IHMSA BC Provincial Champion and Perfect 40 Score, Unlimited Category, AAA Class. | |||
|
| One of Us |
Nice jig, I tried to buy it several years ago but no luck. Thinking about making one after my yard long project list lightens up. Mark Stratton's book "Tricks of the Trade" is a wonderful collection of photos and articles for the custom gun maker. Yep, he has included the making of octagon barrels. I was lucky obtain a copy before he ran out. Came with a CD full of photos. I will not post the photos of Mark's setup as it is copyrighted. If you are custom machining the book would be a valuable addition to your library. Mark may have printed more. In 2012 the contact was: Mark Stratton P.O. Box 91 Marysville, WA 98270 Phone 360 657 7141 He had a website at one time: Gunmaker.net Book cost then was $80. It is worth its weight in gold. | |||
|
| One of Us |
I used a CNC vertical mill (because I had one!) I have used manual vertical mills. The set-up was more time consuming on the manual, as you have to physically build the taper. I used a 1 1/4", 6 flute carbide end mill and flood coolant. I simply used a couple of angle plates to back-up the barrel to hold the deflection down. On the CNC I used a mechanical dividing head even though a 4th axis was available. Make a .03" deep cut, move the angle plates away, index 180*, move the angle plates back against the barrel and make another .03" cut. Did that 8 times. As the CNC has 'conversational programing' it was easy to go another .03" deeper another 8 times, and so on, and so on until I was within .01" from finished size. Then, I reversed the feed direction for a 'climb, finish cut', .01" deep, on all 8 sides. That cut down on the draw filing before finish hand sanding. The angle plates worked extremely well and are a very simple solution when used either on the CNC or the manual mill . No need to make a simple machining task into a complicated one. I will say, the CNC was much more rigid than the Wells/Index manual, and the CNC feeds a lot smother because of the ball screws. | |||
|
| One of Us |
WoodHunter, Mark Stratton's book sounds like great book to have. Thanks for the recommendation. My son has taken over our small manufacturing company about 10 years ago and I retired. The CNC mill is busy in the production the CNC Plasma Cutting Machines that we market internationally. I seldom am allowed to get one of my hobby projects done on the mill. So, This "barrel flats" is a rare privilege. You know that I am in Kamloops BC Canada, straight north of Washington state. Thanks, again for the help. Brian IHMSA BC Provincial Champion and Perfect 40 Score, Unlimited Category, AAA Class. | |||
|
| One of Us |
slivers, Thanks for the the thorough instructions. I am good to go now. Brian IHMSA BC Provincial Champion and Perfect 40 Score, Unlimited Category, AAA Class. | |||
|
| One of Us |
Did a little research. Mark Stratton was teaching at Trinidad School of Gunsmithing in 2019. Don't know if he is still there. Found one of his books on a web auction site. $275. Trinidad offers a class taught by Mark covering his jigs and fixtures and machining techniques. I think it was $300 for the class. Think the book was included. Good deal, if I was closer I would take it. I an gathering materials now for making a fixture for octagon milling. Gotta have one! Below is a jig I made for aligning sights prior to silver soldering.    | |||
|
| One of Us |
Woodhunter, I'd sell you my jig; I haven't used it in 15 years or so: However, I have too small a mill and not enough travel to octagon or flute a barrel. This jig is the only way I can effectively do it, because I can shift the jig to effectively lengthen the travel and still maintain a decent alignment on the taper if I cut from the top. It speeds up the work using a small mill tremendously. I'm about to retire from my real job, and may go back to doing some gun work again. I've been setting up my shop to allow that, and at this time have all the equipment again to go back to work. If I do, I have a half dozen octagon barrels I'd like to cut for rifles I want to build. Show us what you put together when you get it done! | |||
|
| One of Us |
Sure! I will be starting in a few weeks, several higher priority jobs in the hopper. My mill has a 54 inch table so I can mount a barreled action with plenty of travel left over.   | |||
|
| One of Us |
why not a gear hob | |||
|
| Powered by Social Strata |
| Please Wait. Your request is being processed... |

Visit our on-line store for AR Memorabilia