
 Guns, Politics, Gunsmithing & Reloading Gunsmithing
Guns, Politics, Gunsmithing & Reloading Gunsmithing Go | New | Find | Notify | Tools | Reply |
| Full-form threading inserts.... | Login/Join |
| One of Us |
So I've been edumacating myself (to the extent possible) on these, and some concerns/questions as to applications/suitability remain... I can see using them if threading to a spec. However, if I'm holding the receiver (or muzzle device) in my hand- why would I want to use it, as opposed to using the part it needs to fit as the gauge, and "cut till it fits correctly,"? IOW, given that- despite the gazillionths accuracy touted by modern CNC- we get parts still out of spec (just had a "prefit" with a tenon cut .014 over)- isn't it better to thread to fit, rather than what "should be"? Having a barrel or device rattle like a marble in a tin can on a tenon isn't acceptable even if wires prove that the threads I just cut are fine. Seems these are better suited for production work? Or, what am I missing by using HSS inserts and "cut to fit"? | ||
|
One of Us |
Having seen some of the threading jobs turned out by what you guys would call "bubba" gunsmiths the answer is probably that you and other good machinists know how to cut a proper thread and they don't. The other point is that threads are have tolerances and you don't need a super tight fit as long as the shoulder is cut square and the thread is concentric with the bore. For a supressor a thread that is too close a fit is a pain in the arse as it becomes difficult to remove when a little dirty, etc and woe betide you if you forget to coppaslip the threads... | |||
|
| One of Us |
Yes, I make everything to fit the other piece, precisely. Don't care what the actual measurements are. | |||
|
| One of Us |
Most people don't understand full form tools and a lot of them don't even use them right. There are several parts to a thread and all of them are important to getting a good thread fit. What the full form tooling does is gives you a near perfect mirror image of the thread that you want to cut. As a rule I believe they are formed to about +-.0001 inch accuracy on the angle, flank length, root dimension and crest dimension. With hand ground or standard V tooling it is quite literally impossible to get the root correct. Most people just ignore the crest altogether and allow it to crush into the root of the female side. Others will wipe the crest undersized with a file. Unless you are using a tool and cutter grinder of some type, most people are probably lucky to get the flank angles within 2 degrees and quite often on hand ground tools the flanks are far from square. What most people do is cut the thread undersized and then crush it on to get a reasonable fit. What they often notice is that once they screw it off and screw it on a couple of times, their tight thread fit has been lost because the high spots have all been worn off the thread. If both the male and female threads have been cut with class 4 fit taps and dies, or if they have been cut with full form tooling, the thread fit will be much more accurate and the fit will remain tighter over a longer period of time as there is more surface area bearing. Some people will actually buy one full form threading holder and then buy full form tooling for the largest thread they will be cutting and simply cut smaller thread sizes to fit with the larger size tooling. This sort of works and is an improvement over hand ground tools but they lose the advantage of the full form with differing roots and an unknown crest. The biggest novelty of the full form tooling is the ability to simply measure the OD to determine when you have completed your thread. When cutting a 1/2x28 thread for example, you simply measure the OD as you cut and as soon as your micrometer reads .500 inch, your thread is to size and all dimensions are correct to Unified specifications. In our industry of course we can't simply assume that the devices we are threading to match are to correct to Unified standards. Most of the time, because of CNC machines and operators not checking on the fly, or simple tool wear and carelessness the entire thread we are cutting to is slightly under or over size. In which case we simply cut to size using the try and cut method. Using this method is more than acceptable and providing the maker of the part that we are fitting to was using taps, dies or full form tools and we are using taps, dies or full form tools, all of the thread dimensions will still be correct in every detail. Just slightly smaller or slightly larger than standard Unified. But a totally correct fit, none the less. ADD NOTE: I missed one point the OP brought up and that is sustainability. When I first tried full form carbide 15 years ago they were a MASSIVE FAILURE for me. Most of the times gunsmiths are threading on hollow tubes, with small centers, light machines and most importantly, machines which were incapable of threading at the speeds the tooling required. My early experiments at using them were a dismal failure and the tips just broke up like chalk. This new crop of tooling is totally different. You can thread at 60 RPM with tremendous tool pressure (yer still not suppose to) but they hold up fine. You can have it chatter like a Californian in Alaska and they hold up fine. You can even cut interrupted threads and they hold up fine. On average I seem to get about 50 or 60 threads per tip or 150 or 200 threads per cutter out of them. The cost seems to be about a dime per thread USD. This is a picture I just took of the nose of a 28 TPI full form cutter. Full form tooling is just slightly less complicated than what it took to take this picture. But if you have full form tooling and use it correctly, a monkey can cut perfect threads. Notice the little flat on the nose that cuts the root dimension. 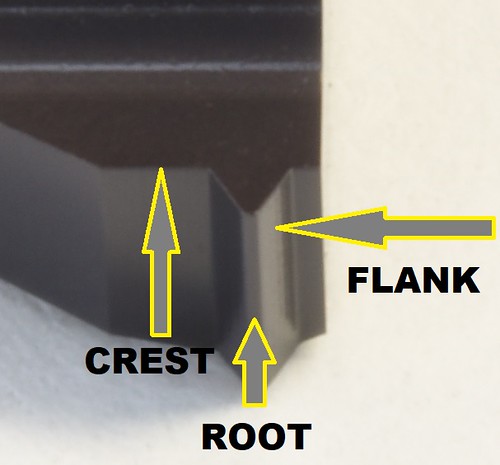 28 TPI full form by Rod Henrickson, on Flickr 28 TPI full form by Rod Henrickson, on FlickrI buy boxes of cutters for different pitches as I need them. But so far, I just have holders for the common pitches that I cut. I simply, temporarily cannibalize holders as I need them for oddball pitches. 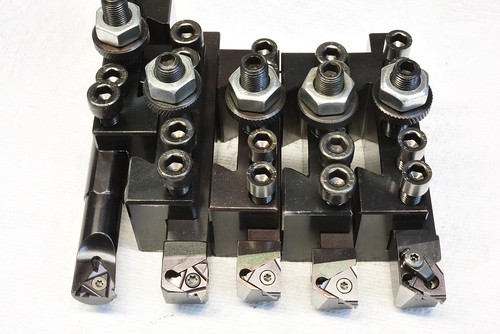 Carbide Threading by Rod Henrickson, on Flickr Carbide Threading by Rod Henrickson, on FlickrWhen I was a kid. I had the stick. I had the rock. And I had the mud puddle. I am as adept with them today, as I was back then. Lets see today's kids say that about their IPods, IPads and XBoxes in 45 years! Rod Henrickson | |||
|
| One of Us |
Rod, Thanks very much for the detailed reply. I've always used HSS inserts because I have no faith in my ability to grind a threading tool with perfect geometry...the full form carbide looks interesting, I didn't realize they could be run at the slower speeds needed on a manual kicking out half-nuts. But looks like you do give up a bit of clearance on the left side if threading to a shoulder and don't want to cut a thread relief groove? If I'm "getting it"... you cut/turn your tenon oversize, cut the threads and mike the crests until you get your major diameter? Can these effectively take a couple thou doc like sneaking up with sharp HSS, or what is the best technique? | |||
|
| One of Us |
You actually lose 1/2 thread at the shoulder. If you care to cut them that close. I always use about a single thread relief cut on my shoulders so that I can guaranty the device squares up flat. It takes nothing from the strength of the extension. There are right and left hand cutters. The ones in the pictures cut to the left or towards the headstock. I generally leave the OD about .005 inch over sized and I let the crest cutting area of the cutter bring it to size. The tops of the threads look very sweet with their little flap cut on the top. If everything works right the top of the thread is smooth as glass. When cut 28 TPI I take a skim cut to double check my pitch. Then I dial in .010 inch on the compound set at 29.5 for my second cut. My third cut is another .010 inch. Then I chicken cut half of what I need on the micrometer until I start picking up the crests. After the crests pick up I cut .001 at a time, always off the compound so I am cutting on one side and dragging on the other. This is 28 TPI cut with full form cutters. There is a small amount of chatter and tearing but without the eye of the camera and the high magnification one would never know.  Gunsmith Rod Henrickson Full Form 28 UNF by Rod Henrickson, on Flickr Gunsmith Rod Henrickson Full Form 28 UNF by Rod Henrickson, on FlickrWhen I was a kid. I had the stick. I had the rock. And I had the mud puddle. I am as adept with them today, as I was back then. Lets see today's kids say that about their IPods, IPads and XBoxes in 45 years! Rod Henrickson | |||
|
| One of Us |
Nice looking threads...I'm a believer. I realized that I'll actually be able to cut closer to the shoulder anyway because the HSS inserts are much longer/wider to accommodate coarse pitches,than would be with full form on UNF like the 28 you show. Now to pick through the gazillion brands and insert holders, though it seems less involved than all the variables with most turning inserts. Thanks again. | |||
|
| One of Us |
They do take a learning curve. On hollow tubes like barrels you can start out at 300 RPM. But you have to gear down in your chicken cuts at the end to 150 to 90 RPM to get good finishes. You also have to putz with your lubes a bit. 4140 and sulfur based stuff generally works best. 416 seems to cut best with animal based Buttercut. Those horrible 410 Sakos and Tikkas work best with wax either Walter solid bar or paste. The Walther barrels demand sulfur based as do Kriegers. Shilens you could probably thread with spit, they cut wonderfully. There is a lot of tool-press with carbide so when you do your cleanup cuts you can expect to cut .001 inch on the first with no cutter advance and then about .0005 on the following 2 cuts with no cutter advance. After 2 or 3 clean up cuts the cutter will burnish without cutting. I had a lot of glitches at the start but most of it was figuring out speeds and lubes for different materials. If it's on tubes, like barrels, I still cut a lot of really big threads, some times 16 TPI and bigger with HSS. My machines just arn't heavy enough for big carbide threading on tubing. If it's shaft material then fine, up to 8 TPI, no problems. When I was a kid. I had the stick. I had the rock. And I had the mud puddle. I am as adept with them today, as I was back then. Lets see today's kids say that about their IPods, IPads and XBoxes in 45 years! Rod Henrickson | |||
|
| One of Us |
If any of the kiddies want full form tooling, Hemly is having a sale right now at $8.50 a piece. I'm not familiar with their brand, but they do advertise it as Mercan made tooling so it won't be the worst. The most common size for our work is the laydown 16IR (cuts toward the headstock internal threading) and the 16ER (cuts toward the headstock external threading) Not many will have interest in internal IRs I suspect. As far as tool holders. Any of the cheap, Chinese or Israeli made stuff is fine. You have to be careful when buying cutters and holders. For some reason the sellers are prone to mixing up right hand and left hand. I always go by the pictures and make sure to ask the seller if they cut towards the headstock. http://www.hemlytool.com/conte...eading-Flyer-web.pdf When I was a kid. I had the stick. I had the rock. And I had the mud puddle. I am as adept with them today, as I was back then. Lets see today's kids say that about their IPods, IPads and XBoxes in 45 years! Rod Henrickson | |||
|
| Powered by Social Strata |
| Please Wait. Your request is being processed... |
Guns, Politics, Gunsmithing & Reloading Gunsmithing

Visit our on-line store for AR Memorabilia