The Accurate Reloading Forums
First Attempt at a Tapered Octagon Barrel
06 March 2012, 04:08
Siam_KragFirst Attempt at a Tapered Octagon Barrel
All right here is last weeks school project a tapered octagon barrel that I machined from a take off remington 788 barrel. I did not have the proper set up on the mill so I encountered a lot of chatter, and the barrel was really warped on the outer surface (Remington's quality in impeccable LOL!!!). I am pretty pleased and I learned a lot doing it.


06 March 2012, 06:01
Fal GruntPretty nice! Tell us a little about your setup?
Nathaniel Myers
Myers Arms LLC
nathaniel@myersarms.com
www.myersarms.comFollow us on Instagram and YouTube
I buy Mauser actions, parts, micrometers, tools, calipers, etc. Specifically looking for pre-WWII Mauser tools.
06 March 2012, 07:16
Siam_KragI used an indexing head and tail stock. The only way I could control the taper was in in the vertical plane. So, I had to cut from the top. However the real problem was that I did not have any support for the barrel. There was over 20 inches between center unsupported which caused some bad chatter. I also made all the cuts with a 1/2" carbide end mill.
When I do this again I will make the proper bracing for the barrel figure out a way to have the tail stock offset so the cuts can be made on the side of the barrel with a 2 or 3 inch shell mill.
06 March 2012, 08:18
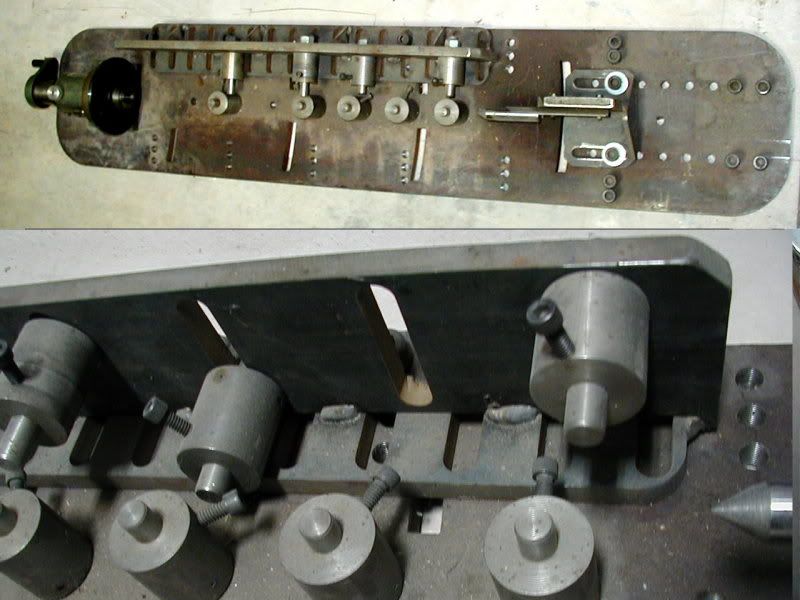
ssdaveHere's a jig I own for octagoning barrels. It has an indexable collet to hold one end, and the other is held on the center. Spring loaded plungers are let out to touch and support the barrel top and sides, and then locked in place. Keeps bending and warping down. I've use a fly cutter and an end mill to do the cutting, both have their disadvantages. I don't have a mill to use it on at the moment, so it's sat on my shop floor for several years.
dave
06 March 2012, 10:34
Siam_KragThat is the type of jig I have seen before. I have also seen like L brackets that have supports on the for the barrel also. Thanks ssdave!
07 March 2012, 01:18
Fal GruntOne recommendation is to be mindful of your prep work before you get the barrel on the mill. I spend a considerable amount of time truing up a barrel on the lathe before I mount it on the mill. This includes putting in centers and turning the OD concentric.
Many barrel's OD will come out of concentric, even from higher end barrel manufacturers.
Nathaniel Myers
Myers Arms LLC
nathaniel@myersarms.com
www.myersarms.comFollow us on Instagram and YouTube
I buy Mauser actions, parts, micrometers, tools, calipers, etc. Specifically looking for pre-WWII Mauser tools.
07 March 2012, 01:48
Siam_KragYeah that is one thing I really learned. There was one side that was 0.030" lower than the rest and it is very visible on the finished barrel as the flat is much thinner than the rest of the flats.
I just spent some bucks and bought Mark Stratton's book.
07 March 2012, 04:00
Fal GruntMark Stratton's book is an excellent resource for all things metal working. Mine came up missing in my recent move and it is greatly irritating. I used that quite often as a resource to get started on something I had never tried before.
What kind of machine are you using? Do you have the time and ability to make some more fixturing? Do you have a vertical head or are you limited to horizontal?
Nathaniel Myers
Myers Arms LLC
nathaniel@myersarms.com
www.myersarms.comFollow us on Instagram and YouTube
I buy Mauser actions, parts, micrometers, tools, calipers, etc. Specifically looking for pre-WWII Mauser tools.
07 March 2012, 04:13
Siam_KragRight know I am in school and have access to 10" x 48" Lagun vertical mills.
I do not think I will have the time to make fixtures in the remaining time I have here. I hope too get a mill when I get home and make the fixtures, etc.... then.