
 Guns, Politics, Gunsmithing & Reloading Reloading
Guns, Politics, Gunsmithing & Reloading Reloading Go | New | Find | Notify | Tools | Reply |
| Caliper.....crap! | Login/Join |
One of Us |
I was ordering some bushings for a Redding die last night and had a loaded shell that had been neck turned so I went to check the outside diameter of the neck. That's when I got a measurement of .359" from my dial caliper  Now I said, that can't be right. I had turned the necks to .0125" and .338+2(.0125)=.363". So I took my other digital caliper out and it read .3635" which was just about right 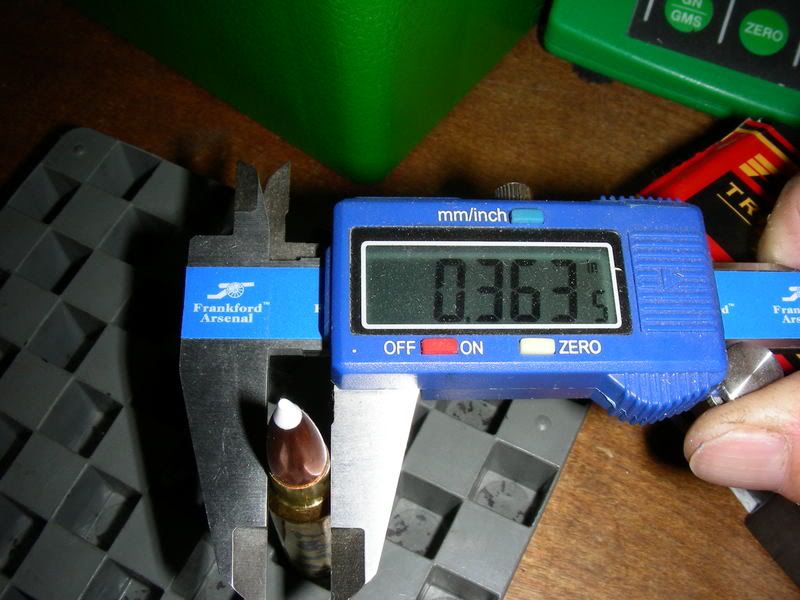 and my ball micrometer had the same reading  So I started measuring stuff. Look at this! The digital reads .244" on a 6.5 caliber bullet and the dial caliper reads ..264"  WTF! And yes I did rezero all the calipers before using. Is there a caliper out there that is infallible? Should I just spring for the Starrett and is it that much better? ____________________________________ There are those who would misteach us that to stick in a rut is consistency - and a virtue, and that to climb out of the rut is inconsistency - and a vice. - Mark Twain | Chinese Proverb: When someone shares something of value with you and you benefit from it, you have a moral obligation to share it with others. ___________________________________ | ||
|
One of Us |
Your dial caliper looks like it’s seen better days. I have a Mitutoyo dial caliper that works as good today as it did when I bought it. I bought it 30 years ago because I couldn’t afford a Starett at the time. I still wanted as high of quality of tool as I could buy. The new guys in the machine shop at the time were buying Mitutoyo. Because they were a quality product and cheaper than Starrett at the time. To answer your question, no caliper is infallible, and if I were you I would replace it. | |||
|
| one of us |
Do you know how to check and set the zero on your calipers? I have had a set of the chumpy Chinese dial calipers like yours from Midway for about 15 years. They have always worked fine. I bought them because my 40 year old Polish vernier calipers got too hard to read. Verniers are about as bullet proof as you can get but are better when you are in your 20s because of the difficulty of reading the vernier. There are much better calipers than what you own. Starret and Mitutoyo are excellent. I have alos use Helios which is the same caliper as the old Brown & Sharpe. The problem with calipers is that regardless of the brand they are limited to the about ±.001 for the very best user. The quality of the better brands does not get you much in the way of precision only better reliability. If you want precision and reliability use a micrometer whenever you can. I noticed that you had a ball mike but no standard mike. You need the standard mike. It is much superior for measuring outside diameters than anything you own. Try checking and setting the zero of your calipers and see if that helps. They should always read .000 when you close them. | |||
|
One of Us |
He tells you the truth, as most good machinists can and will verify. (The word "(accuracy)" added in parentheses above was put there by me just as a clarification for this post. Leaving out inconsistencies of operator use which may add to the problem, even if your calipers read in .0005" increments, their accuracy will almost certainly not be that good. If one reads the accuracy specification of almost all calipers on the market, he will find the guarantee is only +/- .001". That means the indicated size of an object that is exactly .2500" could show on the dial as either .2490" or .2510" and still be within the guaranteed accuracy limits stated by the manufacturer. Part of that is inherent to the design principle of calipers. You have a row of teeth cut in a bar of usually about 6" in length. There is an acceptable production tolerance for the dimension of every tooth. If all the tolerances (variations from perfect of each tooth) "stack", a measurement could be WAY out over a 6" length. Things are even tougher when temp varies from normal, as the overall length of the bar significantly expands or shrinks with the temp changes. Luckily some variations from absolute perfection add to the error, while others subtract from it, so generally speaking, calipers are still useful in instances where truly exact measurements are not required. Thread tolerance stack can create similar errors in micrometers, but if you note, most mics only have a span of an inch. Even a 3" mic usually only measures from a minimum of 2" to a maximum of 3", so the maximum the thread tolerances CAN stack is still over a distance of no more than 1". That also means the growth and shrinkage of the length of the micrometer rod is less affected by temp changes. Anyway, an affordable caliper is not the correct tool to use for exact measurements, where perfection may be critical. My opinion and experience. YMMV. My country gal's just a moonshiner's daughter, but I love her still. | |||
|
| one of us |
Re-check the zero of the dial caliper Then Re-measure using the "Knife edge" of the dial caliper. DOUBLE RIFLE SHOOTERS SOCIETY | |||
|
| One of Us |
I just found a deal on Starrett 797 and I am very pleased! 93.00 http://www.msdiscount.com/columnar.aspx?category_site=S...=8965&prod_id=120266 | |||
|
| one of us |
Hey Woods, Sounds like it is "skipping"(or maybe missing) a tooth on the gear inside the case. This is normally caused by using ""Thingys"" on the blades. | |||
|
| one of us |
Harbor Freight and Tool -- 6" electronic direct readout, $16.95 on sale. It reads to .0005", but as Alberta points out, the last "5" might as well be from a random number generator. Calipers just aren't designed to be accurate below a thousandth of an inch. At any rate, this el cheapo caliper works as well and as consistently as any I've seen at ten times the price. It checks out against a dependable micrometer in my tool chest. I bought two of them so I would have a spare on hand when I drop one (or forget what's in my hand and try using it for a pry bar). | |||
|
| one of us |
Skipping or some such malady is usually caused by something getting in the rack...usually an aluminum chip from a high speed turning operation that throws shavings all over you. If you identify a particle or shaving in the rack you either pick it out or blow it out. Mitutoyo dial calipers come with a little shim tool that you push between the rack and the pinion to reset the pinion to the proper rack tooth position. Then you turn the dial back to the original zero and usually all is well. | |||
|
| One of Us |
I'm a 22 year machinist/moldmaker as far as tools are concerned I have them all..cheap and ultra high end. To put it simply. YOU GET WHAT YOU PAY FOR!!! Starrett Brown and Sharp and (Mini-Toyota) cost more last longer and are great tools...and always! always! check your tools at the point of measure not at zero (you must use a known size pin or jo-block) and always measure as deep as you can in the caliper jaws (NOT THE KNIFE EDGE). ________________________________________________ Maker of The Frankenstud Sling Keeper Proudly made in the USA Acepting all forms of payment | |||
|
| One of Us |
S54-100-067 6"/150mm  | |||
|
| One of Us |
I will only add Tesa , Brown&Sharp , older Mitutoyo are TOP SHELF , when it comes to measuring and being sure !. Another thing I've learned through Chemistry is use a " Known " base line !. In other words have # 3-6 objects of various lengths or diameters , that have been machined or are Exactly Absolutely known and marked as to what dimensions they are . In this way your always able to not only just zero your calipers but check them against your standards . The Various sizes help determine if the Dam things go wacky when you open them up further !. I have a real sharp machinist friend who through those harbor junk calipers against the wall !. One time when a customer came in to complain about his measurements being off . He told the customer to recheck the measurement now !. The calipers belonged to the Customer !!!. He hadn't made the mistake the customer measured incorrectly . I promptly purchased a Tesa !. Mine are older ones which came in a wooden box . He checked them and approved as a matter of fact bought one for him self . http://longislandindicator.com/p98.html http://longislandindicator.com/p11.html Shoot Straight Know Your Target . ... | |||
|
| One of Us |
Nearly all of the latest high end calipers are manufactured in Switzerland and branded however. I'm guessing that most are made on the same line and have cosmetic differences only. In any event, if you spend $125 to $200 for a top of the line Swiss Digital you'll be getting as good as you're gonna and yes they are very accurate and reliable for their intended use. Need better accuracy then gotta get a micrometer. | |||
|
| one of us |
When I began working in a machine shop vernier calipers were still in common use and dial calipers were the new thing. We referred to the verniers as "very nears" for good reason. No one felt the dial calipers nor the later digital calipers were one bit more accurate in use they were only easier to read. When you really want to know what the real number is use a micrometer. | |||
|
| One of Us |
. | |||
|
| One of Us |
Lets do some simple math to see if we can find out why calipers are not accurate tools. Let's say there are 20 teeth to the inch for every inch of a 6" caliper. One inch divided by 20 means the dimension of each tooth is responsible for measuring 5/100ths (.050") of every inch the caliper jaw travels. Let's says now that any given tooth may be off in size by as little as 1%...i.e., is 99% perfectly dimensioned. That means any and/or every tooth could be out in dimension by a full .0005" i.e., .050 x .01 = .0005. (.0005 is one half of one thousandth of an inch) That also means that for every 20 teeth, we could have a potential error of up to .0005" x 20. IF all the errors stack in the same direction, that could be a full .010" error per inch. If 70% of the errors stack in one direction (say +), that would be a "positive stack" of .007" error. That would leave the other 30% stacking in a negative direction, or a -.003" "negative stack" error. A +.007" error minus a .003" negative error would still leave a positive error of +.004" per inch. At that rate of error and stack, over a travel of 4 inches that would mean a potential error of .016", and over 6" a potential error of .024". And that doesn't include ANY inconsistenies due to operator error or temperature induced changes. All of this assumes, of course, that I have made no math errors. I'll count on you guys to help me find them if I have. But, I'm sure you get the point anyway. Error is inevitable in the way calipers are designed to work and because of the costs of perfection in manufacturing them. | |||
|
| One of Us |
AC, Your analysis is OK until you get into tolerance stackup. Tolerance stackup occurs when different surfaces are used as references as the machining progresses. For instance, if the size/position of one tooth was used to set the machining of the next tooth (like when a die is used to thread a shaft), then the tolerances would stack linearly. Such is not the case when machining a rack of gears, at least not for relatively small scale, precision work. Therefore, the tolerances do not stack up like that. Andy | |||
|
| One of Us |
Well, Brown & Sharpe on the way, the dial kind.  Thanks for the link Dr.K ____________________________________ There are those who would misteach us that to stick in a rut is consistency - and a virtue, and that to climb out of the rut is inconsistency - and a vice. - Mark Twain | Chinese Proverb: When someone shares something of value with you and you benefit from it, you have a moral obligation to share it with others. ___________________________________ | |||
|
| one of us |
As others have mentioned, the cheapest of calipers will measure to essentially the same fineness that the most expensive will. Paying $200 for an insturment that will only get you to .001" accuracy due its design limitations when you can get the same accuracy for $25 seems pointless. If you need to go below .001", then by all means get a good micrometer. Besides, we're talking reloading here, not machining. There's a big difference in the application. | |||
|
| One of Us |
That's an interesting thought. If the gear in the head moves an inexact (or imperfect or incorrect, whatever the correct word is) distance over the first tooth (or any other tooth), how is it then able to be in the correct position for a precise next movement (past the next tooth) to begin and end in the right (accurate) place? Not saying I disagree, at least not yet, but I do not yet at this point see how it can NOT cumulatively stack....in a really bad example, eventually to the point of perhaps binding the tool and causing it to jump (skip) a tooth or teeth or cease moving at all. I was not assuming that any one tooth had any reference to how the next tooth was machined, but it certainly should make the geared head move over, and "count", distance incorrectly, and by more every time a flawed tooth is passed unless the flaw in that tooth is offsetting all or part of a previous flaw. Of course, if enough tolerance is built into the "play" of the whole mechanism it may have no effect at all, but then we are talking a really imprecise tool, which was part of the point of this whole thinking ptocess. No? The more I ponder about this, the more I appreciate high magnification optical collimators and the high quality machine tool DROs. Best wishes, AC | |||
|
| One of Us |
All this assumes you are using a caliper made in the back shed with an axe. The machine which cuts the gear teeth likely has an input resolution of .000001" that would be .01 micro inches or one millionth of an inch. The actual tolerance on the machining of the teeth is probably around .00001". The device only displays .001" +/- .0005" so machining tolerances are not a problem. Operator error or broken equipment are. We buy calipers becaue we need to measure lots of things that are lots of different sizes without having to lug a half dozen micrometers around. Reloading is a perfect application. | |||
|
| One of Us |
Nice improvement over what you have. | |||
|
| One of Us |
You will not regret buying first rate!! My 20 year old B&S 6"ers are not quite as pretty as in 88 but work as smooth as silk to this day. ________________________________________________ Maker of The Frankenstud Sling Keeper Proudly made in the USA Acepting all forms of payment | |||
|
| One of Us |
If one tooth on the rack is out of tolerance, then it won't mate up with the gear tooth very well, will it? That mismatch will cause play with the gear tooth, which gets taken out when the next tooth on the gear engages the next (correct) tooth on the rack. So any inaccuracy related to that tooth would generally be isolated to the position of that tooth. OTOH, repeatedly running the gear over that bad tooth on the rack, always engaging and excessively wearing the same tooth on the gear, will lead to periodic errors (dimensional errors that repeat every revolution of the gear). Andy | |||
|
| One of Us |
Thanks for the explanation, Andy,I can see what you are saying. The problem is, I have one digital caliper in particular which definitely has "stack" of error(s) for some reason. It is a cumulative .030" off on the short side for every inch of travel...that is it reads .970" on 1" gauge blocks, 1.940" on 2" blocks, etc. It is useful as a snap gauge, if you set it and lock it to the correct dimension as determined on a gauge block or known dimension rod, but not much use otherwise. (I do still use it just for determining stuff that only has to be accurate within .10 or so, but hey, I can do that with a pocket machinist's rule just as easily, and the ruler takes up less space when I am working. Anyway, something is making that caliper "stack" it's errors, and I thought it was likely cumulative errors in the accuracy with which the teeth were made. Now, I dunno.....any ideas? | |||
|
| One of Us |
I don't know what kind of rotary encoder is used on typical digital calipers, but is sounds like there is a problem with it on yours. If you have any way to measure thicknesses at uniform lengths along a taper or something, you'll probably see a skip every so often, rather than a completely uniform progression of thicknesses. Andy | |||
|
| One of Us |
While we're all on the subject of measuring accuracy ,does anyone besides myself use a granite bench top measuring table for reloading ?. I'm not that anal re tensive , I have them so I use them . I used to live not far from a place called Scientific Granite or something like that . Blue Black granite slabs is what they cut with a Humongous diamond wire saw , dam thing must of been 1/2 mile long . The return wheel used to set maybe 1/4 of a mile or more from their cutting operation , up on the side of a hill. They then milled , abraded and polished Huge inspection tables head stones and who knows what else !. I remember when I went there for the very first time .They were real cool guys , showed me what and how they did the work . I went back several times over the years . they used give me several small ( by their standards ) slabs of precision polished granite inspection tables . 2 ,4 , 6" thick by 18 X 24 " or square . I even got 2.5" X 96.5" straight edges from them . I saw them while polishing a solid slab of granite must have been 18-24" X 84" X 20' single largest slab cut and polished I've ever seen . They said it was government NASA or something and a special multi wheel trailer would be sent to pick it up . Wish I'd been there to see that trailer and or what pulled it !!. That yards self propelled double beamed multi wire rope lifting gantry system was Dam impressive , along with being HUGE !. Travel - All or something like that . Sorry got carried away with memories !. Like when Gas was .23 cents a gallon !. Shoot Straight Know Your Target . ... | |||
|
| One of Us |
Well I started checking the digital out and it did alright until it hit 2.599  but then it went to 2.400  and stayed in the 2.4's until it hit 2.439 (really 2.639)  where it switched to 2.560 (really 2.640)  and at 2.700 it switched back to 2.400  CRAP! No more digitals for me. ____________________________________ There are those who would misteach us that to stick in a rut is consistency - and a virtue, and that to climb out of the rut is inconsistency - and a vice. - Mark Twain | Chinese Proverb: When someone shares something of value with you and you benefit from it, you have a moral obligation to share it with others. ___________________________________ | |||
|
| One of Us |
It isn't that they are digital that makes them JUNK!! It is the manufacture that is at question. I have a 20 year old pair of Brown and Sharp digitals (The first they ever put on market) that are dead nuts throughout the entire 6" range. You get what you pay for. Especialy in measuring tools. ________________________________________________ Maker of The Frankenstud Sling Keeper Proudly made in the USA Acepting all forms of payment | |||
|
| One of Us |
Woods ; Get a older Tesla or Brown&Sharpe Mitutoyo or a New one of either of these manufactures . There excellent for Vernier calipers !. Mine are 6" and are accurate from 0 - 4" by .0005 . I have standards of .5" 1.0" 2.5" 4.0". You know like stds. of weights for loading scales , that way I know if I screwed up or what I used screwed up . Either way it's on ME !. Somebody help me if I need more accuracy than that . Because I won't be doing it period !. Most importantly to me any way is their repeatable every single time . Provided the battery is good !. I change mine once a year whether it needs it or not , I do that with all my batteries with the exception of truck or Auto batteries . The picture is a Mitutoyo .  http://www.msi-viking.com/detail.asp?masterid=500-196-2...2c1JMCFR4sagod50vIhg  Brown & Sharpe IP67 Digital Caliper Liquid Resistant SKU: 00530301 Once again, General Tool & Supply Company of Attleboro, Massachusetts, is giving you a chance to buy a quality product at a very competitive price. These are new and in case, Brown and Sharpe IP67 6" digital calipers. The calipers measure in English (0-6") and Metric(0-150mm) and you can convert with just a switch of a button. Description P67 Compliant - Unrivaled protection against the penetration of liquid or solid contaminants - Full protection from oil and coolant splashes, as well as solid particles. Features * Encapsulation of the main components prevents dust, particles of metal, spraying liquids from entering the caliper * New electronic measuring system protected from liquids and immune to magnetic fields * Specifications consistent with DIN 862 * Large 1/4" LC display for easy reading * Auto shut-off after two hours * Instant inch/metric conversion * Power supply: one 3V lithium battery, type CR 2032 * Battery life: approx. 1.5 years PRICE: $128.00 I noticed both your calipers were Frankford Arsenal / Might as well be Chinese Junk as that's where they were made !. Shoot Straight Know Your Target . ... | |||
|
| One of Us |
Well, the link you mentioned earlier has this to say about the Mitutoyo
and on this page they say this about the Tesa
Doesn't leave a lot of good vibes about even the best of the digitals! ____________________________________ There are those who would misteach us that to stick in a rut is consistency - and a virtue, and that to climb out of the rut is inconsistency - and a vice. - Mark Twain | Chinese Proverb: When someone shares something of value with you and you benefit from it, you have a moral obligation to share it with others. ___________________________________ | |||
|
| One of Us |
Woods - Buddy you're missing the point Buy a digital caliper and buy a B&S or a Sylvac or any one of the Swiss made units. They are all made by the same company on the same line and have slightly variable cosmetics. They are all about the same price and you can buy them and get them serviced (whenever that would be)all over the place. The Doc may have his preferences based on his experience but I never buy anything old and I never buy Japanese or Chinese if I don't have to. The Swiss own this market as they have since the begining of the modern age and working with a dial caliper is the equivelent of doing algebra with an abacus. Come on man!! Get some new tools and get to reloading! | |||
|
| One of Us |
| |||
|
| One of Us |
I'm trying man, but then Hot Core will trounce me for buying another "thingy"! Yeah, I'm gonna have to change my signature line pretty soon since Billary will be out and just leave the post turtle joke. Hate to get rid of a good dog though. ____________________________________ There are those who would misteach us that to stick in a rut is consistency - and a virtue, and that to climb out of the rut is inconsistency - and a vice. - Mark Twain | Chinese Proverb: When someone shares something of value with you and you benefit from it, you have a moral obligation to share it with others. ___________________________________ | |||
|
| One of Us |
Tesa dial calipers are made in Switzerland, of exactly the same parts used for Brown & Sharpe and Etalon calipers. The workmanship has deteriorated noticeably over recent years probably in an effort to keep prices competitive. If you're used to the top quality of old Tesa calipers, you may be disappointed in the new models. It shouldn't discourage you from buying this brand however, it's still among the best available. And, if you can get hold of an old model on eBay, grab it. I have to admit mine are an older set , however their digital readout and repeatable . For what your more than likely to use them for Digital are JUST FINE and the Brands I mentioned are the Better of the Lot . As far as repair , repair of What ?. Nothing has ever gone bad with mine , say for a battery and that's replaceable by YOU !. When not in use , I don't chuck em on the floor or toss them over in the shell bin . I keep them in their box and they like their box !. When I need them they have yet to fail me !. I would look hard at the Tesa Mitutoyo Brown & Sharpe . They are the Best now made period . Shoot Straight Know Your Target . ... | |||
|
| Powered by Social Strata |
| Please Wait. Your request is being processed... |

Visit our on-line store for AR Memorabilia